service@lencolo37.com |
+86 18027002837(WhatsApp)
Search for Products.
In UV curing production, many manufacturers frequently encounter similar problems: sticky surfaces after curing, insufficient hardness, or inconsistent curing results between batches. When UV resin does not cure completely, it not only affects the appearance of the product but can also compromise performance and even lead to downstream process failures, resulting in direct economic losses. Understanding the key factors behind UV curing is essential for achieving stable and reliable production.
A common misconception in UV curing is that a higher lamp power automatically guarantees better curing results. In reality, the spectral compatibility between the UV light source and the photoinitiator in the resin plays a much more critical role. Photoinitiators are sensitive to specific wavelengths such as 365 nm, 395 nm, or 405 nm. If the primary wavelength of the UV lamp does not match the absorption peak of the photoinitiator, the energy conversion efficiency will be significantly reduced. Using a spectroradiometer to measure the lamp spectrum and ensuring compatibility with the photoinitiator system in the resin formulation is an effective way to prevent curing problems.
UV curing is essentially an energy-driven chemical reaction. Even if the light source wavelength is correct, insufficient energy density reaching the coating surface can still lead to incomplete curing. Energy density is usually measured in mJ/cm², and when the actual energy delivered is too low, the crosslinking reaction cannot proceed fully. A UV energy meter can be used to measure the real energy reaching the coating surface, helping technicians determine whether the curing system is delivering enough energy for the process.
UV lamps do not maintain their output indefinitely. Most lamps have a typical service life of about 1,000 to 1,500 hours. As they age, the energy output can decline by more than 40 percent, which significantly affects curing performance even if the equipment appears to be working normally. Establishing a lamp usage record and regularly testing the lamp intensity are essential maintenance practices. Replacing aging lamps in time can prevent unexpected curing issues in production.
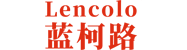
One typical curing issue is when the internal layer of a coating cures properly while the surface remains tacky or sticky. This phenomenon is often caused by oxygen inhibition. Oxygen in the air reacts with free radicals generated by photoinitiators, consuming the reactive species needed for polymerization and preventing the surface from curing completely. This problem is especially noticeable in thin coatings. Solutions include curing under inert gas environments such as nitrogen or argon, selecting oxygen-resistant formulations, or using physical barriers like transparent PET films during curing.
Many curing problems originate from formulation imbalance. If the photoinitiator absorption wavelength does not match the UV light source, curing efficiency will decrease. A common solution is to combine multiple photoinitiators to broaden the absorption range and improve both surface and deep curing performance. For example, combining short-wave absorbing photoinitiators with long-wave types can significantly enhance curing consistency. In addition, the functionality of the resin must also be balanced. Excessively high functionality can cause rapid crosslinking and internal stress, while low functionality may result in insufficient hardness. Blending difunctional and multifunctional resins is often used to achieve optimal performance.
Certain additives used to improve coating performance can unintentionally affect the curing reaction. Some defoamers or leveling agents may contain components that inhibit polymerization. Pigments can also influence curing efficiency, especially titanium dioxide, which strongly blocks UV light and makes deep curing more difficult. Conducting curing tests for each additive batch and adjusting the photoinitiator concentration when pigments are used can help maintain stable curing performance.
Production environment factors are often overlooked but can have a significant impact on UV curing. Low temperatures below 15°C increase resin viscosity and reduce molecular mobility, slowing down the curing reaction. Maintaining a workshop temperature between 20°C and 25°C is recommended for stable processing. High humidity can also interfere with photoinitiator reactions, so relative humidity should ideally be kept below 60 percent. In addition, cold substrates—especially metals with high thermal conductivity—can absorb heat generated during curing, reducing reaction efficiency. Preheating such substrates before coating can improve curing results.
UV resin curing performance depends on multiple interacting factors, including the light source, formulation design, oxygen inhibition, additives, and environmental conditions. When curing problems occur, a systematic analysis of these elements can quickly identify the root cause. By optimizing the curing system and maintaining proper process control, manufacturers can significantly improve curing consistency, product quality, and production efficiency.
#UVResin #UVCuring #UVCuringTechnology #UVResinCuring #Photoinitiator #UVResinNotCuring #StickyUVResin #UVCuringProblems #IncompleteUVCuring #UVResinHardness #UVLampWavelength #PhotoinitiatorMatching #OxygenInhibition #UVEnergyDensity #UVLampAging #UVResinFormulation #UVCuringProcess #IndustrialUVCuring #UVCoatingTechnology #UVManufacturing

2025-01-06

2022-08-03


